


Năm 2021, doanh thu của Rolex đạt 54.837 tỷ, với tổng cộng 1.05 triệu chiếc đồng hồ được bán ra, chiếm 28.80% thị phần đồng hồ toàn cầu.
Trong các mẫu đồng hồ cơ cao cấp (ví dụ như A.Lange, PP, Philippe VC), mục đích chính của việc đánh bóng bộ máy không phải để đạt độ nhám bề mặt cụ thể mà là vẻ đẹp và tinh tế khi nhìn từ mặt sau. Dựa trên điểm này, khi đánh giá chất lượng đánh bóng bộ máy, chúng ta còn phải xem xét cả phần đánh bóng bên dưới nắp lưng, thậm chí là bên dưới các tấm thép mà không thể nhìn thấy khi tháo rời đồng hồ ra.
Đánh bóng đồng hồ cao cấp
Có ba phương pháp đánh bóng phổ biến ở đồng hồ cao cấp: vân Genève, vân cá và vân ngọc trai, cùng với góc xiên. Cách kết hợp thường thấy là sử dụng vân Genève trên các tấm lớn (các đường song song, trong khi Omega có kiểu vân tỏa tròn).


Bên dưới tấm chắn được phủ rộng bằng vân cá và vân ngọc trai.

Trong bộ kết hợp này, những thương hiệu tinh tế hơn như Lange sẽ sử dụng các phương pháp đánh bóng khác nhau trên hai bộ phận giao nhau:

Các thương hiệu độc lập nhỏ như Philippe Dufour còn tạo ra các góc xiên cực kỳ sắc nét (máy móc sản xuất hàng loạt không thể làm được):


Vân Genève + vân cá & vân ngọc trai + góc xiên là phương pháp đánh bóng phổ biến ở đồng hồ cao cấp, đặc biệt là những chiếc đã trải qua bài kiểm tra “12 tiêu chuẩn Genève” và mang dấu Genève. Tiếc là loại đồng hồ này rất hiếm trên thị trường, sản lượng cũng chưa đến 1% đồng hồ Thụy Sĩ. Và để tiếp cận được thì bạn cũng sẽ phải trả một số tiền tương đối lớn.
Ngay cả Rolex, vốn ít có mẫu đồng hồ mặt sau trong suốt, cũng chưa thực sự đạt tới đỉnh cao của đánh bóng bộ máy.
Rotor sử dụng vân Genève tỏa tròn, tấm bên dưới dùng vân cá.

Một số mẫu đồng hồ còn sử dụng phương pháp phun cát trong quá trình đánh bóng bộ máy.

Bộ máy TAG Heuer Calibre 02
Điều này lại liên quan đến sự khác biệt giữa phun cát và mài mòn.
Trong công nghiệp, phun cát thường dùng cát thạch anh hoặc cát thủy tinh phun lên bề mặt thép không gỉ, tạo thành lớp màu xám trắng có thể coi là thành phẩm. Vật liệu phun cát trong đồng hồ vẫn chưa rõ ràng, nhưng hiệu quả cuối cùng không chỉ dừng lại ở tính thẩm mỹ.
Qua phun cát, bề mặt linh kiện còn hình thành lớp nhám không đồng đều, giúp lưu trữ dầu bôi trơn hiệu quả, tăng khả năng chống mỏi và chống ăn mòn, kéo dài tuổi thọ cơ học.
Tuy nhiên, đáng buồn là với các thương hiệu giá rẻ hơn, mặt sau trong suốt thường không sử dụng các phương pháp đánh bóng phức tạp (do chi phí gia công). Tệ hơn, chiếc đồng hồ cơ đầu tiên của nhiều bạn trẻ có thể không có mặt sau trong suốt, như các mẫu cơ bản của Tissot, Mido, Longines. Lúc này, bàn về vân Genève có phần quá sức.
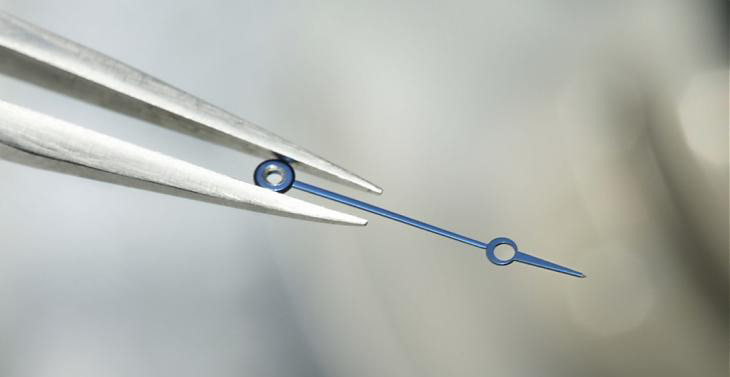
Có nên đánh bóng các linh kiện của bộ máy
Mục đích cuối cùng của đánh bóng là có được bề mặt nhẵn bóng, ví dụ như đánh bóng bi thép trong công nghiệp
Nhưng trong bảo dưỡng đồng hồ, hiếm khi thợ cần đánh bóng để phục hồi độ phẳng bề mặt bộ máy.
Một mặt, điều này ảnh hưởng nghiêm trọng đến độ chính xác, trái ngược với mục đích bảo dưỡng. Mặt khác, bộ máy khó bị xước do tính kín.
Quan trọng hơn, đánh bóng đồng nghĩa với hao mòn vật liệu, điều này càng tồi tệ hơn với các linh kiện vốn đã “rất mỏng”.
Để mài phẳng một vết lõm, cần mài cả vùng xung quanh, nghĩa là phần “độ dày bình thường” sẽ bị mòn đi.
Hàn thép
Chỉ đánh bóng sẽ “càng mài càng mỏng”. Nếu đồng hồ va đập mạnh vào vật cứng, gây vết nứt lớn hoặc sứt mẻ, lại không còn bảo hành. Việc ưu tiên đầu tiên là thay thế. Tuy nhiên không phải lúc nào cũng có linh kiện hoặc chi phí quá cao.
Thợ đồng hồ có tâm sẽ hàn thép cho vỏ với giá hợp lý, tức dùng thép nóng chảy lấp đầy khe hở, giảm thiểu hao mòn vật liệu gốc.
Laser welding – hàn laser, là công nghệ sửa chữa đột phá. Chi phí cao.
Lấp đầy rồi mài phẳng, chủ yếu hao mòn vật liệu sửa chữa.
Sau hàn thép, mài phần thép thừa để phục hồi vỏ đồng hồ tối ưu, giảm hao mòn linh kiện khi đánh bóng.
Trong phạm vi ngân sách, nên ưu tiên trung tâm chính hãng, lý do chính là sự khác biệt về bản chất hao mòn vật liệu, chi phí nhân công và cách làm việc của thợ.
12 tiêu chuẩn Genève
Xem thêm: Kí hiệu Geneve là gì? Và ý nghĩa của kí hiệu
Thụy Sĩ là quốc gia liên bang. Năm 1886, khi đồng hồ từ các vùng đổ về Genève, gây xáo trộn ngành sản xuất địa phương, chính quyền đã lập ra 12 tiêu chuẩn Genève để bảo hộ, bản chất là ngăn cạnh tranh không lành mạnh.
Hai điều kiện cơ bản: đồng hồ phải được sản xuất tại Genève và đáp ứng 12 tiêu chuẩn.
Tiêu chuẩn 1:
(1A) Mọi linh kiện, kể cả cơ cấu thêm vào, phải đạt yêu cầu 12 tiêu chuẩn và kiểm tra mẫu. Bề mặt kim loại phải phẳng, cạnh phải vát và đánh bóng, nội bộ và mặt bên phải được mài.
(1B) Cạnh linh kiện thép phải vát, mài, đánh bóng như gương. Đầu ốc phải vát và đánh bóng, đuôi ốc phải phẳng hoặc cong.
Tiêu chuẩn 2:
Ngoài hộp cót, trục cót và lỗ trục bánh răng trung tâm, tất cả bánh răng, bộ thoát, ngựa và bánh lắc phải gắn đá ruby, lỗ khoan phải đánh bóng cao, mặt tiếp xúc bánh răng phải cong hoặc phẳng để giảm ma sát. Lỗ ruby phải có rãnh dầu hình loa, đánh bóng cao để tránh thất thoát dầu. Vòng ngoài ruby phải mài lõm và đánh bóng. Bánh thoát và ngựa nên có đá đỡ như bánh lắc, ít nhất bánh thoát phải có đá đỡ trên dưới.
Tiêu chuẩn 3:
Dây tóc phải dùng loại xoắn kép Breguet bằng thép xanh, đồng hồ siêu mỏng có thể dùng loại đơn. Đầu dây tóc trên bánh lắc phải dùng tấm kim loại di động có cổ tròn hoặc vít điều chỉnh.
Tiêu chuẩn 4:
Bộ phận điều chỉnh tốc độ (kim giờ nhanh chậm) phải có cơ cấu cố định và vi chỉnh (như vi chỉnh kiểu cổ ngỗng), đồng hồ siêu mỏng không cần. Nếu không có kim điều chỉnh, bánh lắc phải có vít bù có thể vi chỉnh, tối thiểu 2 hoặc 4 vít bằng hợp kim nickel-beryllium, hoặc 4-8 vít không bù trên bánh lắc trơn kiểu mới.
Tiêu chuẩn 5:
Các cơ cấu liên quan đến điều chỉnh nhịp độ như đĩa lắc, kim giờ nhanh chậm phải đạt tiêu chuẩn 1A và 1B.
Tiêu chuẩn 6:
Tất cả vành răng và trục đỡ phải vát cạnh, chỗ tiếp giáp răng nhỏ phải mài. Bánh răng dày ≤0.15mm chỉ cần vát một mặt, vành truyền động phải mài. Bánh răng dày >0.15mm phải vát cả hai mặt.
Tiêu chuẩn 7:
Tất cả răng thép, mặt cắt ngang, đầu trục và chân trục phải đánh bóng gương. Răng truyền động phải vát và đánh bóng toàn bộ, tránh thất thoát dầu do hiện tượng mao dẫn. Khi ruby và trục được đánh bóng gương, ma sát giảm, dầu bôi trơn sẽ co cụm thành giọt nhờ lực nội tại, không bị thất thoát do bề mặt thô.
Tiêu chuẩn 8:
Trong cơ cấu thoát, bánh thoát phải nhẹ, ngựa nên có cơ cấu cân bằng. Đồng hồ >18mm, bánh thoát dày ≤0.16mm; <18mm, dày ≤0.13mm. Phần ruby ngựa khóa bánh thoát phải đánh bóng, đầu răng đẩy ruby ngựa phải đánh bóng gương để giảm ma sát, tránh thất thoát dầu. Diện tích ma sát giữa ruby ngựa và bánh lắc lý tưởng là 0.03-0.07mm, càng nhỏ càng ít hao năng lượng, hiệu suất cao nhất chỉ đạt được với thép chất lượng cao.
Tiêu chuẩn 9:
Trong cơ cấu thoát đòn bẩy, khi ngựa dao động giải phóng năng lượng, cơ cấu định vị phải được giới hạn bởi tấm chắn cố định (trên bo mạch chính hoặc tấm ngựa), không chấp nhận bộ phận di động. Cơ cấu cao cấp nhất dùng hai ruby định vị ngựa, cấm dùng vít lệch tâm kiểu chốt.
Tiêu chuẩn 10:
Tất cả bộ máy phải có cơ chế chống sốc. Nhiều đồng hồ bỏ túi năm 1900 và đồng hồ đeo tay 1940-1970 có dấu Genève (như Patek Philippe, Vacheron Constantin) không có bộ phận chống sốc, nên tiêu chuẩn này có lẽ được thêm sau 1970.
Tiêu chuẩn 11:
Bánh cóc và bánh lên dây phải tuân theo thiết kế đã đăng ký. Bánh lên dây phải đánh bóng để lên dây trơn tru. Để bền, bánh lên dây nhỏ phải có hai tầng thẳng đứng, bánh lớn nhỏ tốt nhất có răng hình sói (thường thấy ở đồng hồ cổ cao cấp), đồng hồ hiện đại thường chỉ có răng vát và đánh bóng.
Tiêu chuẩn 12:
Không dùng lò xo uốn từ dây thép. Các bộ phận đàn hồi như chặn cót, bánh lên dây, lò xo ly hợp, lịch, bánh tự động, bộ đếm giờ, báo thức, lịch vạn niên… phải được chế tác từ thép nguyên khối, cắt gọt, đánh bóng để có đường nét đàn hồi và thẩm mỹ.Bất kỳ linh kiện nào khi thực hiện thao tác điều khiển đều phải nhờ đến lò xo để trở về vị trí ban đầu. Dù hình dáng lò xo mỏng như tờ giấy, dài hay ngắn, đều phải được cố định bằng chốt định vị, không thể sử dụng lò xo gia công uốn cong từ trạng thái hiện tại hoặc lò xo dẹt, cũng như không được thay thế bằng lò xo không có vít cố định.
“12 Tiêu chuẩn Geneva” trong một thời gian dài đã là chuẩn mực cao nhất của kỹ thuật chế tác đồng hồ.
Đặc biệt trong thập niên đầu tiên của thế kỷ 20 – thời kỳ đỉnh cao của đồng hồ bỏ túi, những chiếc đồng hồ bỏ túi đạt “12 Tiêu chuẩn Geneva” hầu hết đều là tác phẩm được các bậc thầy chế tác dồn hết tâm huyết; trong thời đại mà cơ khí còn chưa phát triển, mỗi tác phẩm đều đáng để người ta trầm trồ, thưởng thức từng chi tiết.
Trước năm 2008, chỉ có những thương hiệu như Patek Philippe, Vacheron Constantin, Roger Dubuis, Chopard và Gerald Genta được trao dấu Geneva. Cho đến khi một mẫu đồng hồ tourbillon của Cartier nhận được dấu này vào năm 2008, Patek Philippe vẫn luôn là người bảo vệ vững chắc cho dấu Geneva (Patek Philippe chuyển sang sử dụng dấu PP vào năm 2009).
Nhìn lại hiện tại, 12 Tiêu chuẩn Geneva có những hạn chế và bất công nhất định; trong khi thế giới tôn vinh dấu Geneva, ý nghĩa biểu tượng của nó đã xung đột với tính chất bảo hộ địa phương.
Bởi lẽ, ngay cả những xưởng đồng hồ Thụy Sĩ tinh xảo nhưng có xuất xứ từ các vùng khác cũng không thể đạt được tiêu chuẩn của những nhà sản xuất tại Geneva.
Những thay đổi “theo kịp thời đại” của 12 Tiêu chuẩn Geneva phần lớn xuất phát từ mục đích bảo hộ doanh nghiệp địa phương của chính quyền Geneva.
Tuy nhiên, việc chồng chéo nhiều tiêu chuẩn đã nghiêm ngặt đảm bảo chất lượng đồng hồ sản xuất tại Geneva, quy chuẩn hóa thị trường tránh tình trạng hàng giả, hàng kém chất lượng, đóng vai trò cực kỳ quan trọng trong việc duy trì danh tiếng xuất khẩu đồng hồ Thụy Sĩ ra thế giới.
Điều này có nghĩa, các doanh nghiệp chế tác đồng hồ từ hồ Geneva đến phía nam dãy núi Jura đã có môi trường thoáng hơn để nghiên cứu công nghệ, trau chuốt kỹ thuật, thay vì chạy theo lợi nhuận. Môi trường chế tác tập trung vào “sáng tạo và đổi mới” này đã tạo ra tác động tiên phong mang tính bước ngoặt cho danh tiếng xuất khẩu đồng hồ Thụy Sĩ.